はじめに
PLCに接続する・・接続して何をするかということですが、
- 新規PLCプログラム書き込み
- トラブル対応でモニタ、修正する
- 改造するためにプログラムを書き込みする
などがあげられます。新規や改造は設計の部分となるので今回はトラブル対応でのやり方について紹介します。
モニタ方法
PLCのモニタ方法はUSBまたはイーサネット接続が一般的です。場内に工場内Wi-Fi環境がある場合は、装置自体を見ながら移動もできるので無線接続が便利です。
トラブル対応方法
入力、出力から判断する場合
操作スイッチの表面

裏側からの様子
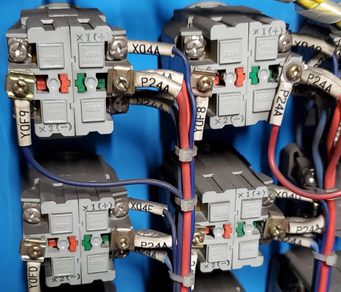
操作員が作業していて、スイッチを押しても動作しない、またはランプが点灯していて消えない等でトラブルを判断します。
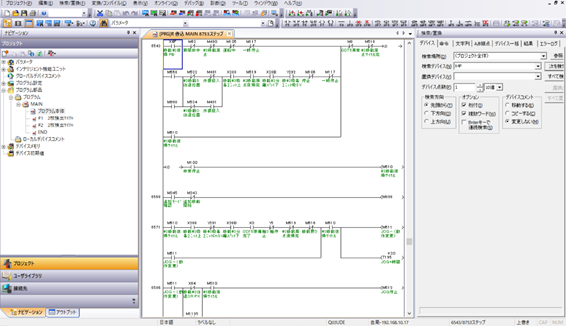
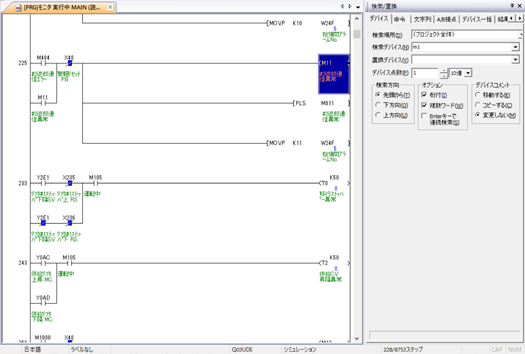
まずはCTRL+F(検索)でX4Fと入力します。指定された場所にジャンプします。
PLCモニタしながらスイッチを押して入力があるか、ラダー上の条件が入っているかを確認します。
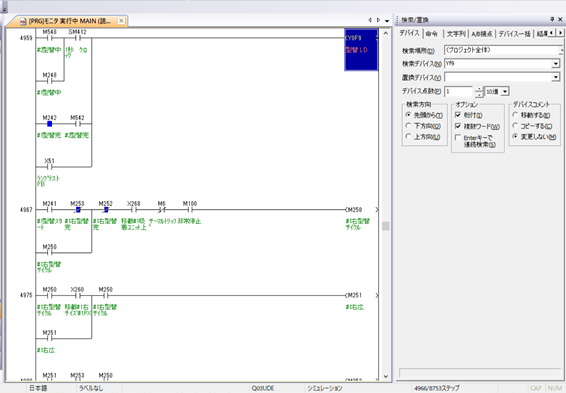
出力の場合でも同じように検索でY0F9と検索するとでてきます。モニタしているとオンオフの状態もわかります。
タッチパネルからの検索の場合
タッチパネルのデータを開いて確認します。入力、出力の場合はハードの入出力と同じようにデバイスを検索すればいいです。
アラーム等で検索する場合は表示されているアラーム設定を確認します。
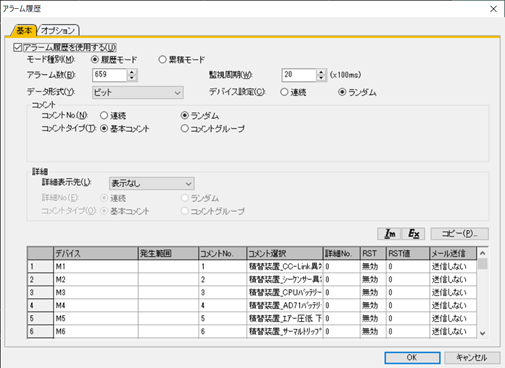
積替装置_CC-Link異常と表示されていた場合M1を検索して状態を確認します。
クロスリファレンスの確認
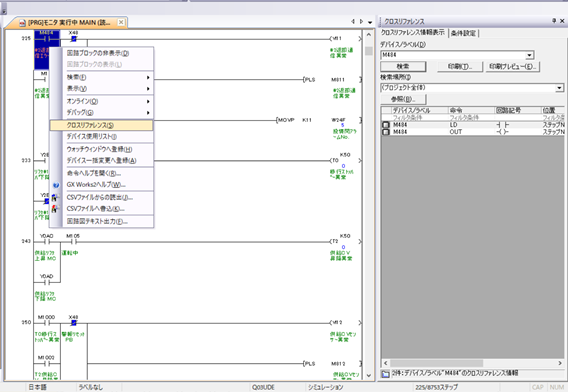
M11のコイルでアラームが出ていた場合をモニタしていきます。
指定するデバイスで右クリック>クロスリファレンスで検索します。
ここのOUTコイルを検索すればいいです。
タイマー出力のビット処理について
M1176を検索するとLD(接点)しかありません。
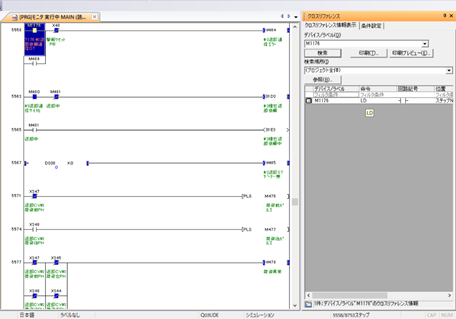
下記のようにFOR-NEXTでタイマーをビット化しています。クロスリファレンスでは表示されませんので注意が必要です。
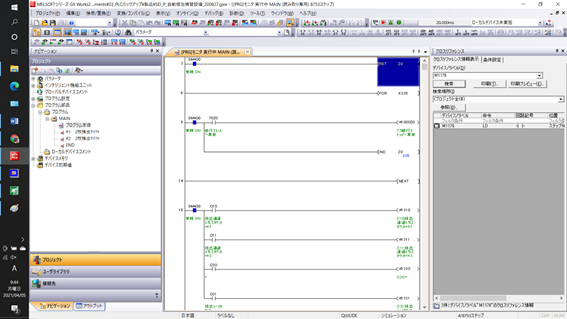
割と使われているケースを見かけるのでタイマービット化をおぼえておくといいでしょう。
まとめ
PLCに接続してモニタする、そしてトラブル対応をする方法を紹介しましたが、この後根本的な原因追及が必要となります。
単なる入力機器の異常なのか、配線断線か、モーターの故障か色んなケースがあります。まずは、トラブル解決の入口がわからないと先に進みませんので、一つの手法として試してもらうといいかと思います。


コメント