今回は、キーエンスのカメラセンサで製品の厚みを計測してその情報を生産機器にデータを送って正否判断をします。
今までは、厚み検出には、物理的に厚み計測センサを使用していたのですが、物理的構造のため、つかみ損ねたりずれたりすると誤検出する。また、物理的動作で挟んで計測するのでその分計測に時間がかかっていました。計測用シリンダーの挟み込み動作で1枚当たり2秒短縮できるので、1日の生産量5000回計測では、約3時間の効率があがることになります。
IV2カメラの設定
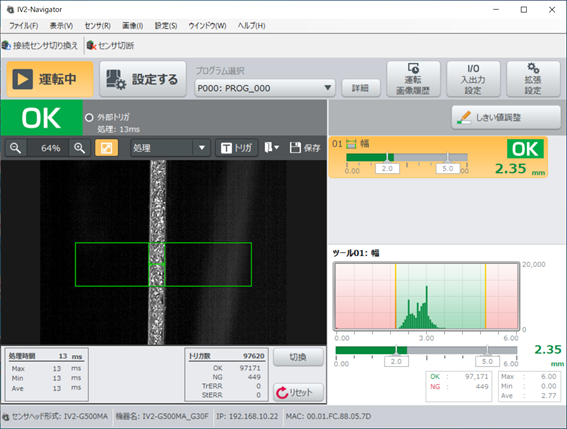
まずは、IV2のカメラセンサの判定の状態です。
設定でEthernet/IP通信でデータ伝送と操作の処理します。
※Ethernet/IPとはイーサネットUDP通信で行う通信方法で、FA通信として使われています。
ケーブルが汎用イーサネットケーブルでいいので簡単ですね。
PLC側の設定
装置は、三菱のPLCです。
三菱PLCにもEthernet/IPユニットありますが、Qシリーズでの評価はまだなかったので、今回はキーエンスのPLC経由としました。
実際、キーエンスのPLCのほうがEthernet/IPユニットより断然価格が安い&使い方簡単でした。
キーエンスのPLCでは、Ethernet/IP設定画面で探せ!クリックするとでてきます。
(IVでIPアドレスの設定とEthernet/IP設定はしますよ)
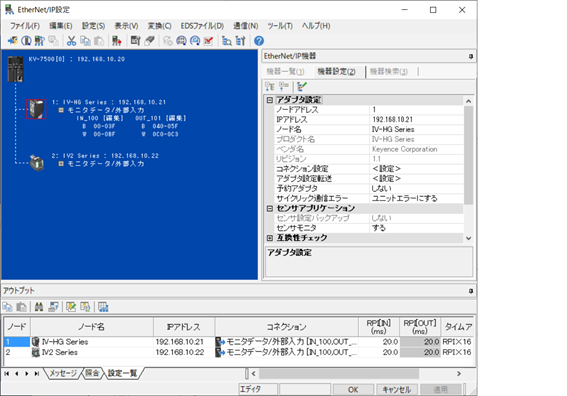
IO、デバイスの割付も自動でされます。
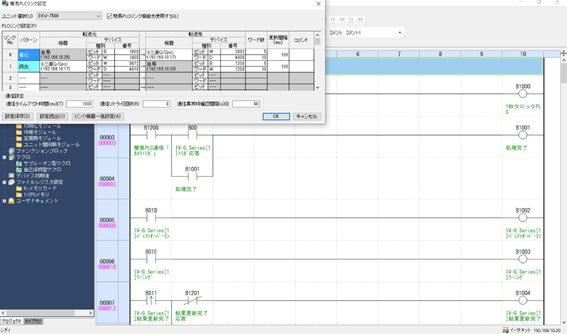
次にこのデータを三菱のPLCに転送します。
キーエンスの簡易PLC通信(MCプロトコル)を使います。
キーエンスのPLC側は、相手のIPアドレスとポート番号、デバイスを設定するだけです。
三菱のPLCは、UDP MCプロトコルでポート番号を設定すればOKです。
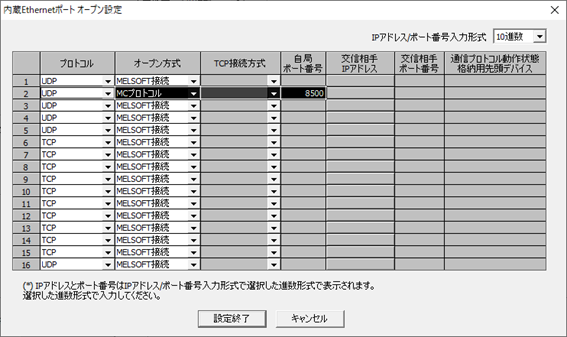
注意点は、ポート番号の表記が10進数になってます。16進数表記もできるので確認しましょう!。
キーエンスのPLCは、KV7500はCPUのイーサネットで簡易PLC通信できますが、KV8000はできません。カメラユニット等高機能をつけたため使えなくなったようです。必要な場合は、KV-XLE02でできます。これは、個別設定のできるポートが2個あるので色々と活用可能ですよ。工場の上位通信とFA層通信との中間役もできますが、それはまたの機会に説明します。
まとめ
これでカメラセンサと装置PLCのデータ伝送ができ、タクトの大幅短縮ができました。
よかった!よかった!


コメント