海外出張でデバッグ
海外工場の立ち上げ応援で現地制御応援に行った時のお話です。制御プログラム、ハード設計は外注で、IOチェックとデバッグの応援でした。PLCは海外A*社製で、私は扱ったことはなかったので、細かいことは口出しせずに対応していました。
高速入力取り込みのミス?
チェーン速度30m/minで10mmの近接スイッチの信号で位置決めを実行する仕組みです。
近接用のブラケットは20mmほど巾がありましたが、チェーンなので、調整も難しく状況でした。
何度やっても減速入力で減速して停止がうまくいかない。プログラムを見直し、近接の調整をしてもうまくいくのは、3回に1回だけでした。同じことの繰り返しを1日中・・・
反応している距離が10mmとすると500mm/secなので反応している時間は20msecとなる。日本のPLCでは全然問題ないがどうも怪しい。
センサの応答とPLCの反応を確認すると
INCアップしていない入力がない・・どうも海外製のPLCって入力が早いと処理できないらしい。(すくなくともやり方はあるのかもしれないが・・)FBも使えるし、構造体、変数も使えるけど処理が遅いってどういうこと?でしょう。
対応策は?
入力信号が確実に取れないことが判明し、どうするか判断することとなる。機械設計と制御設計はそれぞれ別の会社に委託していて統括を社内担当者がしていたので、最終判断は一人の判断にゆだねられる。当然、日本国内で立ち合いしてきたものですので、バリカムやサーボなど機器の変更に及ぶ改造は今更できない。すでに工期が大幅に遅れていて、仕様書も電気図面も見ていない私が急遽応援要請かかるほどの状況です。当然、応援なのでこんなへんなみたいな仕組みの装置に提案しても取り合ってすらもらえない。
話が長くなりましたが、結果としてはブラケットに長―い板を取り付けて確実に反応するように変更しました。形状は結構苦労してましたが、それは機械設計のほうで対応しました。チェーンで30mほど周回するので下側で長くした板が干渉してしまい、下側カバー全部あけて再調整してました。
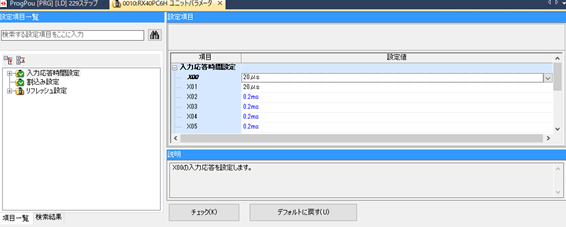
iQrで高速入力した場合
三菱PLCの入力で20μ秒入力を設定し、入力割込み処理をすることで高速処理を実現した。ファイバ-センサアンプの高速入力処理時間が23μ秒なので、これで最高速入力処理ができると考えた。
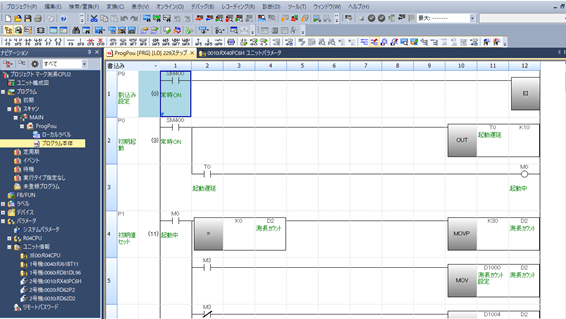
しかし、結果としてネックになったのはスキャンタイムのほうでした。スキャンを最短とするために最低限の演算処理だけをさせて、統計、集約処理、外部インターフェースはマルチCPUで別処理とした。しかし、それでもスキャンは1ミリ秒程度かかる(ツールソフト表示)。30m/minの処理では、0.5mmほどの誤さがでる。実測では、0.2mmほどなので実スキャンはもう少しはやいと考えられる。
まとめ
海外メーカーのPLCですが、性能はいいがスキャンが遅いことがありそうです。(経験少ないので控えめに)日本メーカーはその点、入力の速度、スキャンタイム向上の対抗を各社でしているので、超高速処理ができているのではないでしょうか?
海外にまでいってデバッグで結果としてはPLCの性能の性なんて・・というよりはそんなチェーンにつけたブラケットの検出なんて設計が間違っているんですがね。機械設計がほんとは一番大事ですね。制御が苦労しなくて済みますし、安定して問題なく運転できます。


コメント